
Friction and wear of metals, (semi) ceramics,
composites, plastics and seals
Possible improvements by using optimised (thus incompatible) tribological pairs:
Usual friction coefficient:
| identical | incompatible | Lubricated | |
| Steel on steel/metal | 0.51-0.82 | 0.23-0.31 | < 0.03 |
| Steel on nonmetal | 0.09-0.21 (0.03 PTFE optimised) | < 0.03 |
Non-lubricated material pairs can only come close to lubricated systems in perspective of (combined) low wear and low friction, but still not defeat the lubricated systems. However, e.g. Lunac 2+ coatings are able to reduce the friction and wear in various (also water lubricated) seal/guide band systems due to the passive / incompatible nature. We did not only test Lunac versions, but also many other material combinations. Because of the almost endless amount of possible combinations a considerable amount of optimizations with other materials were also found. This reserach capacity |
and the acquired experience since 1984 offers us the possibility to act as a tribological advisor. The following diagrams display a part of the wear and friction data of seals and bearings systems acquired from our tribo-tester. The WMV tribo-tests offer information about the influences of couple variations as well as speed, kind of movement, temperature, pressure, moisture and lubrication. Conclusively, the results proved that neraly all seal and bearing systems in new applications should rather be tested first, because curious exceptions frequently show up. |
Frictional behaviour in dry and wetted systems
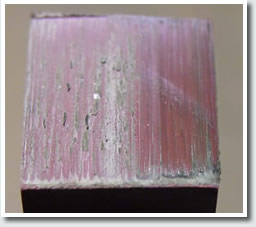
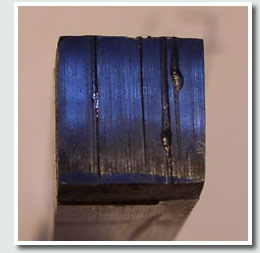
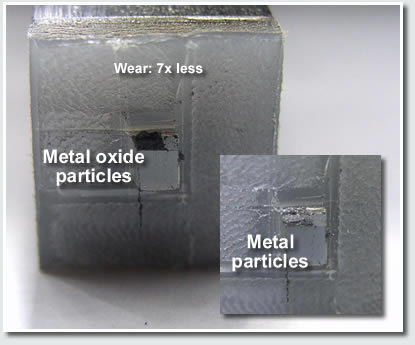 'Water lubricated' and dry friction systems follow essentially different tribo pathways. This figure represents two PA 12 pins that were tested on our tribo tester (equal conditions, but different medium). The left pin displays the effect of the prevailing tribo-oxidation in the dry PA 12 / stainless steel 1.4404 system. The right pin displays the effect of adhesive wear in the 'water lubricated' PA 12 / stainless steel 1.4404 system. The wear rate of the right 'water lubricated' system increased a 7-fold. Conclusively; oxidation is not always unwanted. In the 'water lubricated' system the stainless steel must be replaced or plated with an anti-galling coating or the plastic must be replaced by a plastic with lower covalent bonding tendency such as UHMWPE (< 3.5 MPa).
'Water lubricated' and dry friction systems follow essentially different tribo pathways. This figure represents two PA 12 pins that were tested on our tribo tester (equal conditions, but different medium). The left pin displays the effect of the prevailing tribo-oxidation in the dry PA 12 / stainless steel 1.4404 system. The right pin displays the effect of adhesive wear in the 'water lubricated' PA 12 / stainless steel 1.4404 system. The wear rate of the right 'water lubricated' system increased a 7-fold. Conclusively; oxidation is not always unwanted. In the 'water lubricated' system the stainless steel must be replaced or plated with an anti-galling coating or the plastic must be replaced by a plastic with lower covalent bonding tendency such as UHMWPE (< 3.5 MPa). Friction of wetted systems:
Tested on the WMV pin on ring tribo tester according to the GLP norm.
Materials pin: Polyurethane, viton®, ecopur®, x-ecopur®, HT-HNBR, Fluoroloy 45, P6000, GUR 4120 PE,
Duralion PE
Materials ring: Flame sprayed Cr2O3, Lunac 2+, 1.8550 nitrided steel, 18-8 stainless steel
Date: September 2007
Diagram 1: Click to enlarge
(click again to reduce)
Friction of dry systems:
Tested on the WMV pin on ring tribotester, according to the GLP norm.
Tested materials: Poly urethane, viton®, ecopur®, x-ecopur®, POM, PEEK, Ertalyte Tx®, PTFE, C-PTFE, Fluoroloy gold®, Fluoroloy 45®, HT-HNBR, GUR 4120 PE, epoxy-fenol.
Materials ring: Flame sprayed Cr2O3, Lunac 2+, 1.8550 nitrided steel, 18-8 stainless steel
Date: November 2007
Click to enlarge (click again to minimise)
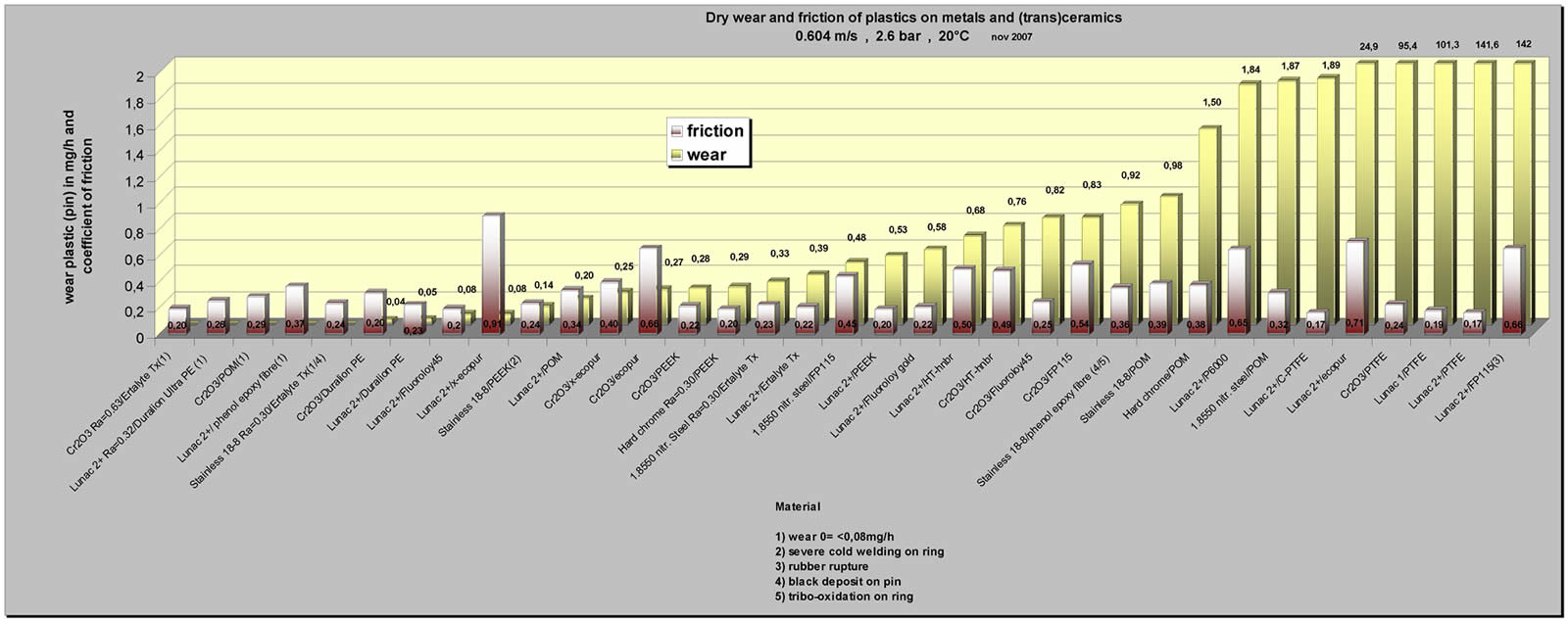
Diagram 2
![]()
Example of unexpected detrimental tribological
behaviour of Cr2O3 on HT-HNBR (dry conditions). The rubber wear is minor, but the wear of the significantly harder Cr2O3 is severe and
green flakes were deposited on the HT-hnbr rubber.
In this case hard metal(lic) surfaces are in favour.
![]() PEEK is a favourable material in metal-plastic bearing systems. Hardly known is that serious galling can show up despite the low c.o.f. and initial low wear rate in this system. In our tests this galling issue always showed up within 2 hours! Conclusively, PEEK is able to tear stainless steel particles out of the Steel surface! Hard (semi) ceramic coatings can effectively stop this PEEK tribo issue.
PEEK is a favourable material in metal-plastic bearing systems. Hardly known is that serious galling can show up despite the low c.o.f. and initial low wear rate in this system. In our tests this galling issue always showed up within 2 hours! Conclusively, PEEK is able to tear stainless steel particles out of the Steel surface! Hard (semi) ceramic coatings can effectively stop this PEEK tribo issue.
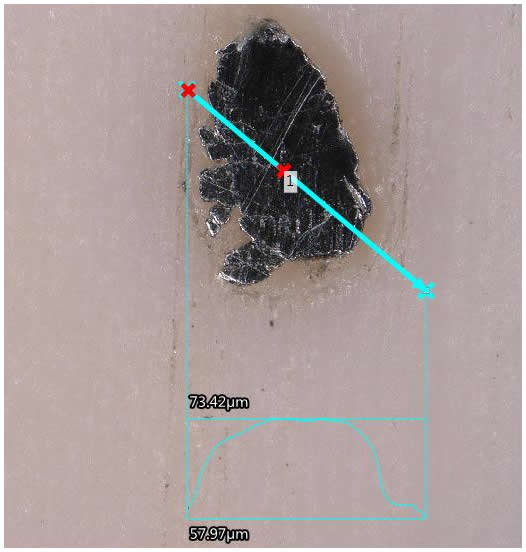
Teared out stainless steel particles arrested in PEEK surface.
Friction, wear and thermal degradation of seals:
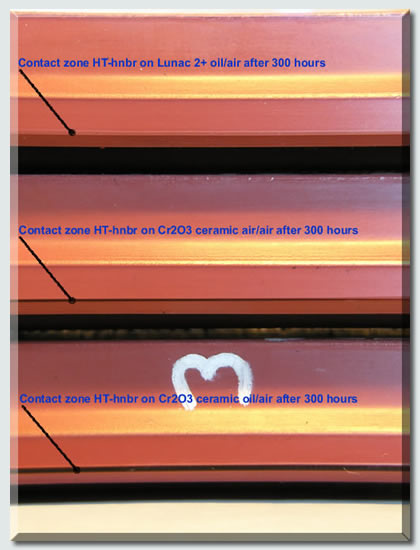
This picture displays the effects of a (coated) propeller shafts on 3 similar seals (HT-hnbr represents a high temperature nbr version). Clearly visible is the low thermal conductivity effect of a full ceramic (chromium oxide) coating. A closer inspection revealed micro cracks in the black contact zone after bending. The good thermal conductivity of Lunac 2+ (equal to steel) lowers the interface temperature. No leakage inducing micro-cracks were developed if the shaft was Lunac 2+ coated. Consequently, Lunac 2+ can relieve seals.
Lunac 2+ can both reduce and stabilise the coefficient of friction
| Material pairs: |
Lunac 2+ - hardened steel:
One of the most important systems to compare is the hardened steel-hardened steel
(with slightly different hardness) pair versus hardened steel-Lunac 2+ pair.
Pay attention to :
-
very low starting c.o.f. Lunac 2+ - hardened steel
- moderate 0.40 final
c.o.f. Lunac 2+ - hardened steel
-
6.25 fold lower wear rate of the mating steel surface, although this steel surface
is
runnning against a
harder (Hv 1150/2100) semi-ceramic surface.
- higher 0.55 final
c.o.f. hardened steel - hardened steel
Click to enlarge
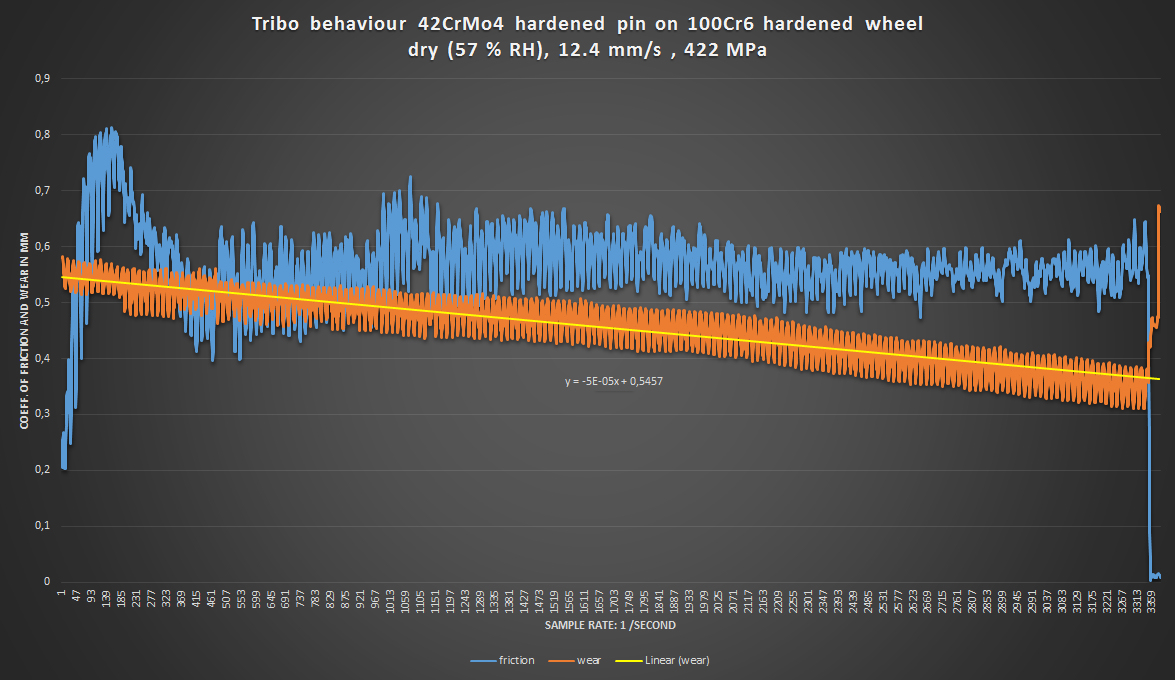
Diagram 3 and 4
Pressure: 422 MPa
Velocity: 12.4 mm/s
Blue: coefficient of friction
Orange: wear rate
__________________________________________________________________________________________________
__________________________________________________________________________________________________
Lunac 2+ - Bronze:
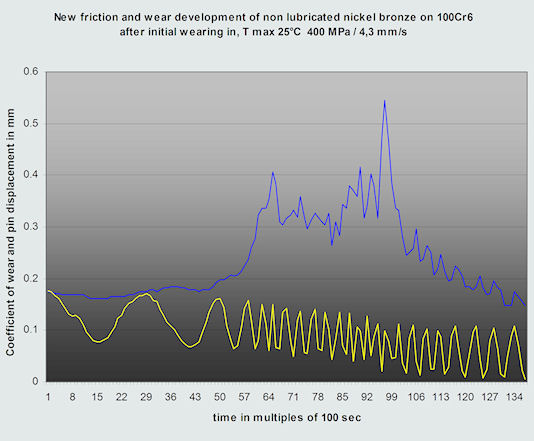
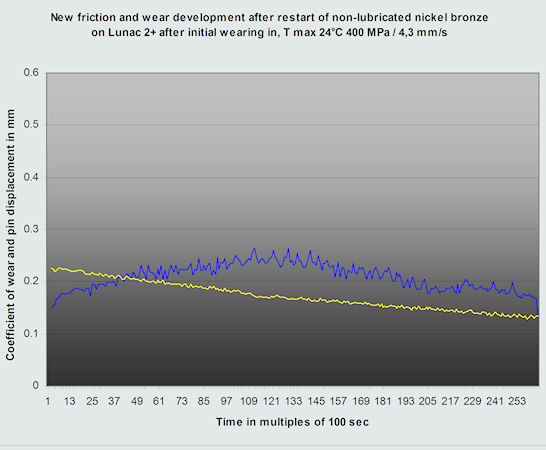
Diagram 5 and 6
Blue: coefficient of friction
Yellow: wear
During the first running-in, the coefficient of friction of the Lunac 2+ / Nickelbronze tribo system raised to over 0.5, just as the hardened 100Cr6 steel-Nickelbronze system did. However, after a restart the Lunac 2+-Nickelbronze system shows a stable coefficient of friction unlike the hardened 100Cr6 steel-Nickelbronze system which will continue to peak on restarts.
___________________________________________________________________________________________________
___________________________________________________________________________________________________
Lunac 2+ - Polyurethane:
The wear rate of the Lunac 2+ coating / NBR seal Shore A 70, compared with a conventional steel ring hardened by chromium diffusion enrichment / NBR seal Shore A 70, has been reduced by 307 x.
Conclusion: In most tested systems, Lunac 2+ coatings lower and stabilise the c.o.f. as well as the wear of both surfaces.
Only cavitation and high rev. shafts in sea water are known for to be able to fracture or 'tribo-corrode' the Lunac 2+ surface.
| Nowadays, WMV laboratory is still almost continuously testing new material pairs and expanding its experience. Feel free to contact us for a technical exchange of ideas without any obligation. |