Lunac 1 coatings in screen changers and adaptors act largely similar to a PTFE non stick coating and resist acids like a full nickel alloy parts without the typical hardness problems
| Conditions can be very demanding and divergent in screen changers. Often, flow channels have to deal with sticking and corrosion problems. Additionally, the central piston(s) and bore(s) have to deal with high mechanical loads, regularly leading to galling and seizing problems. For this reason, these mechanically loaded surfaces are often plated with Lunac 2+. Lunac 1 applied to flow channels proved to be very effective in eliminating | the formation and deposition of plastic degradation products. The spectrum of (sticking or corrosive) plastics which can be processed in these Lunac 1 coated parts, such as : PVC, PC, PVDF, HIPS, PU, etc. is surprisingly large. Many feed back experiences are derived from screen changer applications and remarkably long-lasting. Some Lunac 1 coated screen changers are in operation for over 20 years already. |
Generally, the Lunac 1 melt flow channel treatment is carried out as follows:
- Flow channels are (pre) finished to Ra < 0.22 µm (Rz < 2 µm) / < 6 µinch
- Deposition of 45-60 µm / 1.8 - 2.4 mil Lunac 1
- The coated flow channels will be polished to Ra <0.03 µm / < 0.8 µinch
- If any significant wear is expected, the coating will be hardened to HRc 65
(very important: in the case of low stress substrates, Lunac will not develop micro crack (last picture) after being
exposed to (hardening) temperatures over 290°C / 554 F) and preserve the good corrosion resistance. (In the case of Fluoroplastics application, Lunac 1 coatings mostly perform also very well. However, exceptions exist) - If major bore and piston surface problems are to be expected, 70-80 µm / 2.8 - 3.2 mil
Lunac 2(hc)+ is first applied to these surfaces before the side channels are drilled.
Check out Lunac 2+ treatments. for important details.
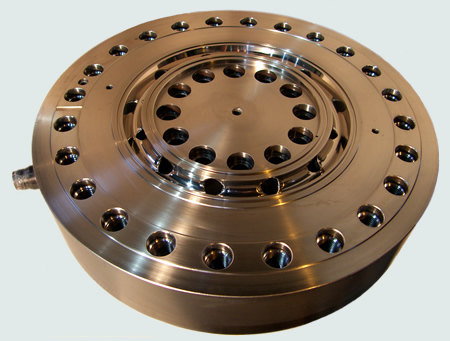
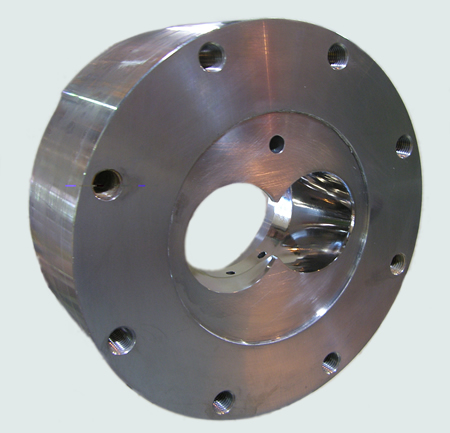
This screen changer has been coated with both -Lunac 1 in all flow channels to prevent the molten plastic from sticking and degradation in the flow channels and facilitating later cleansing and -Lunac 2+ in the main bore and on the piston outer surfaces to prevent the sliding parts from galling and degraded plastics accumulation (Lunac 2+ also offers non-stick properties). For reasons of ultimate precision Lunac 2+ is ground afterwards with diamond to a final clearance of only 0.02-0.03 mm / 0.79-1.18 mil. |


Besides the good non-stick and corrosion protection characteristics, the ability to create sharp edges is another reason why Lunac 1 plating of these parts is popular. Sharp product edges highly inhibit flow disturbance and consequently reduce die line and black particle issues. However, all displayed parts need rather complicated support plating parts. Only in this way the Lunac coating can be so distinctive and establish the crucial weld quality substrate bond which is elementary for thick coatings and sharp edges. |