Il fenomeno di usura e complicato.
Il fenomeno di usura adesiva si differenzia principalmente dall'usura abrasiva per l'assenza dell'azione di solcatura generata da particelle dure o superfici ruvide che invece si riscontrano nell'usura adesiva. L'usura adesiva deriva dalle forze di adesione tra gli atomi a stretto contatto. Durante lo scorrimento vi è la possibilità che questi legami non si rompano nell'interfaccia originaria. L'usura superficiale per fatica rappresenta la formazione di fessurazioni (sub)superficiali dovute all'applicazione di carichi ciclici (es. cuscinetti a sfere). La tribo-ossidazione si verifica quando l'azione di scorrimento rimuove i film di ossido protettivo in un ambiente corrosivo. In questo modo la superficie diventa soggetta ad una severa corrosione continuata.
Principali meccanismi di usura:
| fretting |
| erosione |
| Erosione per cavitazione |
| impatto |
| Usura adesiva |
| Usura abrasiva |
| Usura superficiale per fatica |
| Usura tribo-ossidativa |
I meccanismi di usura possono seguire i seguenti percorsi:
Product surface = superficie del componente
Wear particles = Particelle prodotte da usura
Transfer of material = Trasferimento di materia nel fenomeno di usura
Chemical reaction products = Prodotti da reazione chimica
• Adhesion = adesione superficiale
• Abrasion = abrasione
• Tribo-oxidation = Tribo-ossidazione
• Surface-fatigue = Sollecitazione a fatica superficiale
Usura adesiva:
Per componenti in movimento pulite e non lubrificate, o che operano in condizioni di parziale lubrificazione l'usura adesiva è generalmente il fenomeno principale. La saldatura a freddo od il grippaggio descrivono la formazione di piccoli legami che si rompono durante il movimento relativo dei componenti. Queste rotture lasciano piccole malformazioni sulla superficie. Le più importanti contromisure per prevenire l'usura adesiva in assenza di lubrificazione sono:
• scelta dei materiali con prodotti di ossidazione più morbidi (ossido lubrificante, quindi evitare l'alluminio. Attenzione al correlato fenomeno della tribo-ossidazione)
• aumentando la durezza (prevalentemente su di una sola parte) e quindi prevenire micro deformazioni plastiche della superficie
• Evitare metalli a reticolo cubico a facce centrate (nichel, alluminio o acciaio austenitico) o metalli con struttura omogeneamente disposta
• selezionando accoppiamenti di materiali altamente incompatibili (come l'argento su cobalto)
• scegliendo materiali a bassa energia superficiale
• selezionando accoppiamenti nonmetallo-(non)metallo
Per il fenomeno di usura per attrito di guarnizioni, leggete questo link
Diagramma comparativo per l'usura adesiva:
Condizioni: non lubrificata / assenza di mezzo abrasivo / assenza di gas inerte.
Velocità: 0,7 m / sec
Temperatura ambiente: 30°C
Primo elemento: Anello (controparte adesiva, nessuna misurazione. Ad esempio, acciaio W.n. 1.2379)
Secondo elemento: Perno (su di esso si esegue la misurazione del decremento di volume. Nel diagramma il primo valore a sinistra si riferisce al perno in bronzo)
Attenzione: alcune coppie materiali di perno e anello sono stati testati anche in ordine inverso.
Nel diagramma sono presentati i risultati in ordine decrescente del tasso di usura dell'accoppiamento dei materiali.
Lunac 1 e 2+, Acciaio W.n. 1.2379 (comune acciaio per utensili) e ASP 60 sono tutti allo stato indurito.
Click per ingrandire l'immagine. Nuovo click ridurre l'immagine.
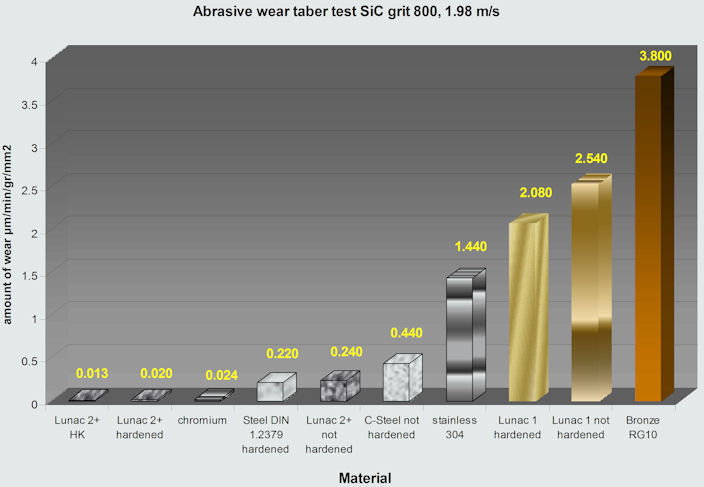
Usura abrasiva